
节能工程解决方案资深供应商
高温热水
制热制冷
热泵烘干
余热回收
服务咨询热线
137-0159-7080
在电镀行业,能耗成本长期占据生产总成本的30%以上,其中电镀槽的加热与制冷需求更是能耗“重灾区”。传统方案中,电热管、锅炉与冷冻机“各自为战”,不仅效率低下,更造成大量能源浪费。如何破解这一困局?制冷热回收系统应运而生,通过“废热变热能、冷热双循环”的创新模式,为电镀企业提供节能率超50%的绿色解决方案。

一、行业痛点:高能耗背后的双重浪费
电镀工艺中,镍槽、碱铜槽需加热至50-80℃,而酸铜、锡缸等则需制冷至5-28℃3。传统方式下,制冷机组排放的冷凝热直接散失,加热设备又需额外消耗电能或燃料,形成“制冷排热、制热耗能”的恶性循环。据统计,仅一台10HP冷冻机年排放废热可达数万千瓦时,相当于白白浪费数十吨标准煤。
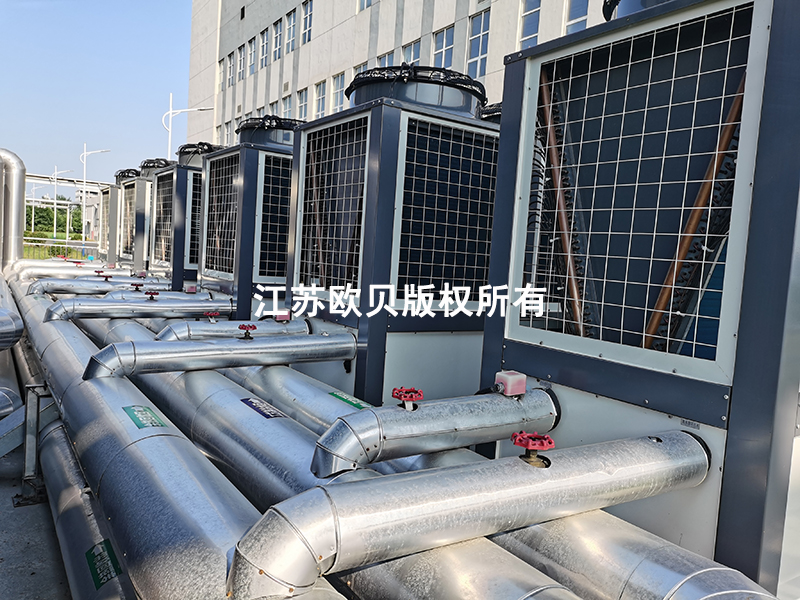
二、创新方案:冷热联供,一机双效
制冷热回收系统的核心在于能量闭环利用,通过热泵技术将制冷过程产生的废热回收,转化为前处理环节的加热能源,实现“制冷+制热”同步运行。
1.技术原理:热泵驱动的能量搬运
废热回收:系统内置双循环换热套管,制冷剂在压缩机驱动下吸收电镀槽余热,经热泵提升温度后输送至前处理加热管路。
智能调配:根据槽体温度需求,自动切换制冷/制热模式。例如,酸铜槽制冷时回收的热量可优先供给白铜槽加热,形成梯度温控网络。
2.节能表现:数据见证效益
以某五金电镀厂为例,采用高温冷热机组后,年耗电量从11.16万度降至3万度,节省电费超50万元。系统通过热回收实现能效比(COP)高达4.0以上,即1度电可产生4倍热能,较电加热节能75%。

三、核心优势:环保、智能、可靠
1、节能环保双达标
废热利用率超80%,减少碳排放30%以上。
纯钛换热器与耐腐蚀管路设计,适应电镀车间酸碱环境,寿命长达15年。
2、集成智控,省心省力
搭载PLC与物联网模块,支持远程监控、峰谷电价策略自动切换。例如,夜间利用低谷电预加热,日间直接投产。
多模式自适应运行,如“制冷优先”“制热优先”或“冷热均衡”,确保工艺稳定性。
四、未来展望:绿色智造,共赢未来
在“双碳”目标驱动下,制冷热回收系统已成为电镀企业降本增效的必选项。我们提供定制化改造方案,涵盖能效诊断、设备选型、安装调试全流程,助力企业实现:
能耗成本降低40%-60%
碳排放减少30%-50%
生产稳定性提升20%
如需进一步了解制冷热回收系统详情或获取定制化服务,请联系我们客服,会有工程技术人员跟您对接,给您做详细方案和预算报价!

微信公众号

扫一扫,咨询客服
联系我们
服务咨询热线:
137-0159-7080(顾女士)
地址:常州市新北区通江中路工业园区